Top 10 Safety Relief Valve Benefits for Global Buyers?
When it comes to industrial safety, the Safety Relief Valve plays a critical role. This essential component ensures that pressure remains within safe limits, preventing catastrophic failures. The global market recognizes the importance of these valves, leading to increased interest among buyers.
Investing in a quality Safety Relief Valve can significantly enhance operational reliability. It protects equipment and personnel from excessive pressure scenarios. Companies often overlook the long-term benefits these valves offer, such as reduced downtime and maintenance costs. Proper selection and usage can yield remarkable results.
Understanding the varied advantages of Safety Relief Valves is crucial for informed decision-making. There are benefits for manufacturers, operators, and safety professionals alike. Each industry has its unique challenges, but the fundamental safety provided by these valves remains a constant. Exploring the top benefits can lead to a safer and more efficient working environment.

Benefits of Safety Relief Valves in Industrial Applications
Safety relief valves are essential in industrial applications. They are designed to protect equipment from overpressure situations. A sudden increase in pressure can lead to catastrophic failures. These valves release excess pressure, thereby preventing explosions and equipment damage. This feature is vital in industries such as oil and gas, chemicals, and pharmaceuticals.
In addition to safety, these valves enhance operational efficiency. By maintaining optimal pressure levels, they help avoid costly downtimes. Efficient valve operation also reduces waste, resulting in lower operational costs. However, not all safety relief valves are created equal. Regular maintenance and testing are critical to ensure their reliability. Neglecting this can lead to serious consequences.
Moreover, safety relief valves contribute to regulatory compliance. Industries are often subject to strict safety standards. Proper valve selection and maintenance can help organizations meet these regulations. Many facilities may overlook this aspect, leading to potential fines. It is imperative to prioritize safety valves in industrial settings.
Top 10 Safety Relief Valve Benefits for Global Buyers
| Benefit |
Description |
Application |
Industry |
| Prevents Overpressure |
Relief valves prevent equipment damage by releasing excess pressure. |
Pressure vessels, pipelines |
Oil & Gas, Chemical |
| Enhances Safety |
Reduces risk of explosions and injuries in hazardous environments. |
Manufacturing, Chemical processing |
Pharmaceuticals, Petrochemicals |
| Regulatory Compliance |
Helps in meeting national and international safety standards. |
Various industrial sectors |
All Industries |
| Protects Equipment |
Prevents damage to pipes, tanks, and other critical equipment. |
Storage tanks, pipelines |
Energy, Water treatment |
| Cost Savings |
Reduces maintenance costs and downtime through effective pressure control. |
Process operations |
Manufacturing, Construction |
| Environmentally Friendly |
Minimizes leakage and environmental hazards through controlled pressure release. |
Chemical plants, Refineries |
Environmental Services |
| Versatility |
Applicable in various systems and fluid types including gases and liquids. |
Various applications |
All Industries |
| Ease of Maintenance |
Designed for easy access to components, facilitating routine checks. |
Regular maintenance checks |
Manufacturing, Mining |
| Reducing Noise Pollution |
Some valves designed to reduce noise during operation. |
Operations involving high-pressure gases |
Manufacturing, Automotive |
| Long Service Life |
Quality materials and design enhance durability and longevity. |
Long-term installations |
All Industries |
Cost Efficiency and Maintenance Savings with Safety Relief Valves
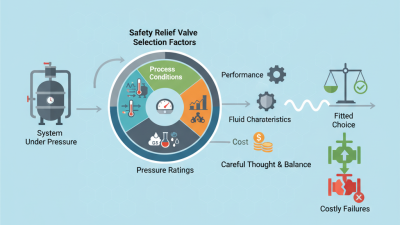
Safety relief valves are essential in preventing overpressure scenarios in various industrial applications. The cost efficiency they provide significantly impacts overall operational expenses. According to a recent study, companies can save up to 20% on maintenance costs when using high-quality safety relief valves. This reduction comes from minimizing equipment failures and downtime, which are often costly in both time and money.
Reliability in design is another critical benefit. Properly functioning valves ensure the safety of processes, which can lead to fewer accidents. The Global Safety Valve Market report indicates that improper valve maintenance can lead to failures in over 30% of cases. This statistic underlines the importance of choosing the right safety relief valve and emphasizes the need for regular inspections and maintenance to ensure optimal performance.
It’s noteworthy that while the initial cost of safety relief valves can be high, the long-term savings are substantial. Investing in these components can reduce not just maintenance costs but also potential accident-related expenses. Over time, the benefits outweigh the costs, making it a strategic choice for buyers looking to enhance their safety standards while maintaining budgetary constraints.
Regulatory Compliance Advantages of Using Safety Relief Valves
Safety relief valves play a crucial role in various industries. They ensure that systems operate within safe pressure limits. Regulatory compliance is essential for companies aiming to avoid penalties. Using safety relief valves significantly enhances compliance with industry regulations.
These valves serve as a critical component to manage excess pressure. They release harmful gases or fluids, preventing accidents. Regulators often mandate the installation of these safety devices. A reliable valve can demonstrate a company’s commitment to safety. This may improve relationships with regulatory bodies.
Tips: Regular maintenance is necessary. Inspect your safety relief valves frequently to ensure they function correctly. Always keep records of inspections. Consider investing in staff training programs. Empowering your team enhances compliance awareness.
Incorporating safety relief valves can elevate your company’s safety profile. However, integrating these valves into existing systems might be challenging. Companies may need to reassess their operational frameworks. This calls for reflection on current practices to seamlessly incorporate valve technology.
Top 10 Safety Relief Valve Benefits for Global Buyers
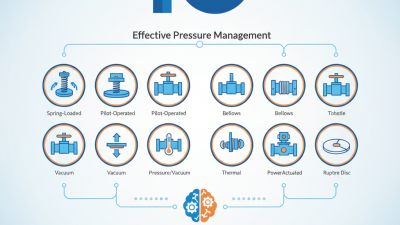
Improved Operational Efficiency with Safety Relief Valves
Safety relief valves play a crucial role in enhancing operational efficiency across various industries. These devices are designed to automatically release excess pressure, thus preventing potential equipment damage or catastrophic failures. When systems operate under optimal pressure, productivity increases. Efficient pressure management contributes to prolonged equipment life and reduced downtime.
Moreover, safety relief valves can streamline operations. By minimizing the risk of overpressure situations, organizations can reduce the frequency of maintenance checks. This leads to lower operational costs and more efficient use of resources. However, one must constantly evaluate valve performance and maintenance schedules. Relying solely on these devices without regular checks can introduce unexpected issues.
The importance of proper installation and timely inspections cannot be overstated. Even the best safety relief valves can fail if not maintained. Regular training for personnel ensures they understand both the functionality and limitations of these valves. Ultimately, while safety relief valves boost operational efficiency significantly, they require ongoing attention to realize their full benefits.